 Products Home
Products Home光学素子の生産技術と組み込み製品(OEM製品)のご注文について


Please Wait

当社の創業者Alex Cableは、1989年、自宅の車庫で1台のフライス盤を使用してオプトメカニクス部品を作り始めました。彼の目標は実験で必要不可欠な備品を手頃な価格で素早く、そして直接お客様に届けることでした。今日、ソーラボ社はこの基本理念を維持しながら、フォトニクス産業向けに幅広いカタログ製品を製造していることで知られています。グローバル企業へと成長してまいりましたが、我々の基板構造は、「設計からお届けまで」を行なう生産者で有り続けることに重点を置いております。
当社ではこの基盤構造を活用し、光学素子ならびに光学アセンブリのカスタムおよび組み込み用途(OEM用途)向けの製造を行っており、お客様に幅広い種類と特長を備えた製品をご提供しております。お客様の製品、製造設備、実験装置などに組み込まれる部品やアセンブリがご注文いただけます。お問い合わせは当社までご連絡ください。部品やアセンブリに対するご要望が、小規模の研究プロジェクトで試験的に使用される用途である場合や、ご注文可能な製品かどうかご不明な場合にもお問い合わせください。各国の連絡先についてはこちらをご覧ください。
カスタム仕様や組み込み製品(OEM製品)については設計の工程からサポートさせていただきます。基板材料、寸法、光学コーティングなど、設計や用途に関する詳細については担当窓口にご相談ください。当社では複数の入射角の計測、光学コーティングサンプルの帯域内外の性能、表面品質と物理的寸法の検証、カスタム仕様のパッケージング、そして仕様確認テストの実施が可能です(詳細については「最終検査」タブをご覧ください)。なお、測定データやその他のレポート、カスタム仕様のパッケージングのご要望などについては早めにお知らせくださいますようお願いいたします。組み込み製品(OEM製品)については、かんばん方式やブランケットオーダなどの生産管理方式にも対応しております。
お客様と当社の双方で仕様を確認後、当社のエンジニアがAutoCAD、Zemax、TFCalcなどのツールを使用して光学素子または光学系の設計図をご用意します。最終的に合意をいただいた設計図から社内用の製造図面を作成し、この図面を基に当社からお見積書を発行させていただきます。
当社の光学素子製造施設には、経験豊富な熟練の製造技術者やエンジニアがおります。彼らの長年の経験に加え、先進機械の導入や公差の厳しい測定により、原材料から光学素子を仕上げます。当社の製造能力については、下の写真または上のタブをクリックいただくと、工程ごとに詳しくご覧いただけます。

1. Plano Optic Fabrication

2. CNC Lens Fabrication

3. Thin Film Coating Lab

4. Final Inspection

Quality Management System
ISO 9001:2015 - Quality Management System
Thorlabs' Optical Manufacturing Quality Standards
ISO Standards
- ISO 10110 - Optics and Photonics Preparation of Drawings for Optical Elements and Systems
- ISO 19012 - Designation of Microscope Objectives
- ISO 8039 - Microscope Values, Tolerances, and Symbols for Magnification
- ISO 9345 - Imaging Distances Related to Mechanical Referenece Plane
Additional
- ANSI/ASQ Z 1.4-2003 - Sampling Standards for Quality Control
Compliances Met
- ITAR - International Traffic in Arms Regulations
(Upon Request to ITAR@thorlabs.com) - RoHS - Restriction of Hazardous Substances
- REACH - Registration, Evaluation, Authorization, and Restriction of Chemicals
Military Specifications
- MIL-PRF-13830B - Performance Specifications for Optical Components
- MIL-C-48497A - Durability Requirements for Single or Multilayer Interference Coating
平面光学素子の加工
主な特長
- ダイヤモンドホイール加工
- ガラスプレートを均一の厚みに研磨
- 標準のガラスプレートから円形研削して、円形の光学素子を製造
- 正方光学素子用に、5 mm厚までフラットプレートをダイシング
- 研磨済み、研磨無しのプレートで使用
- 原材料の方解石をスライスして偏光光学素子を製造
- 光学素子の両面を同時に研磨または研削
- 300個以上のØ25.4 mm(Ø1インチ)円形光学素子、または80個の50.8 mm(2インチ) x 50.8 mm(2インチ)方形光学素子を保持
- 平面光学素子に酸化セリウムのようなポリシングコンパウンドを使い、規定の表面品質を達成
動画では当社の平面光学素子の製造工程の概要がご覧いただけます。
Click to Enlarge
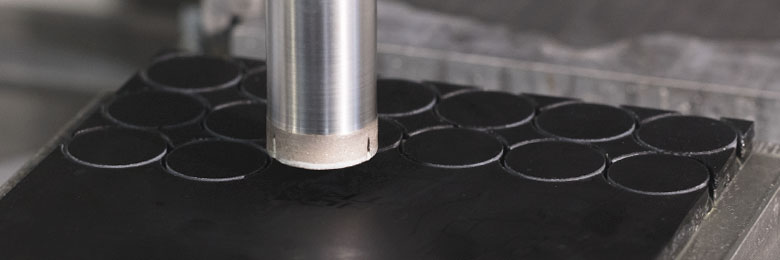
Haas社製コアリングドリルVF2でノッチフィルターブランクを研削して作製
当社では垂直統合型の工程で、原材料やガラス材料を高品質な平面光学素子に加工します。工程に自動機械と熟練工による作業の両方を用いることで、幅広い種類の平面光学素子を標準在庫品として揃えると同時に、お客様のニーズに合わせた特殊な光学素子の製造にも柔軟に対応いたします。
成形
まずガラスの粗成形には、豊富なダイシングソーとコアリングドリルを装備しております。この一連の機械を使用して、方解石、N-BK7、SF11、NGシリーズSchott社製ガラスなど様々な材料から平面光学素子が製造されます(基板のリストについては「光学基板材料」のチュートリアルをご覧ください)。最大でØ254 mm(10インチ)または177 mm x 177 mm(7インチ x7インチ)までの平面光学素子については、様々な形とサイズで製造することができます。多くの円形光学素子は、自動縁磨き機で面取り加工が施されています。この機械は素早くかつ確度の高い保護面取を生成し、光学素子に割れ目や欠けができるのを防止します。不規則な形状の光学素子については、熟練の光学技術者が研磨ホイールを使用して面取りを行っています。

Click to Enlarge
技術者がスピンドル研磨機を使用して光学素子表面のムラを修正しています。
研磨
成形後の光学素子は、従来のブロック&研磨の方法で片面ずつ研磨されています。この工程では、部材を手動で基準プレートに一時的に接着します。接着剤として、ワックス、樹脂を使用しますが、高い平行度が求められる場合はオプティカルコンタクトを採用することもあります。この方法によれば、研磨の工程において光学素子が動かないようにしながら光学素子の背面が保護されます。ブロッキングされた部材はStrasbaugh社(現Revasum社)製スピンドル研磨機を用いて研磨されますが、工程は干渉計を用いた工程内での測定により技術者が常に監視、調整をしています。この方法により、経験豊富な技術者であれば、通常波面誤差λ/10未満、表面粗さ3~5 Åが得られます。研磨を極端に遅いスピードで精密に行える特殊な機械では、一部の光学素子の平坦度をλ/40近く、表面粗さを1 Åまでに仕上げることも可能です。こちらの機械は工程の初段階で使用される基準プレートの再研磨にも使われます。
Click to Enlarge
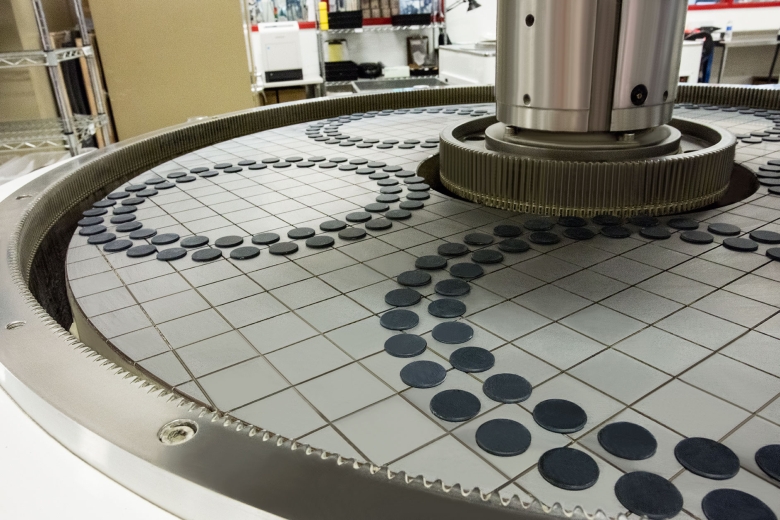
Speedfam社製両面研磨機に載せられた吸収型NDフィルタ
多くの両面研磨部材は、成形後、Speedfam社製研磨機に運ばれます。この研磨機では何百もの部材を、専用の研磨パッドとスラリの間に挟みます。ポリシングコンパウンドや破片が光学素子に傷をつけず、またムラを残すことなく光学素子の表面上を移動するように、研磨パッドを慎重に設計する必要があります。こちらの機械も5 arcsecの平行度を保ちながら、光学素子の両面において3~5 Åの表面粗さを得ます。
品質管理
研磨工程が完了すると、光学素子は基準ブロックからはがされ、洗浄され、そして検査のため工程内品質管理に運ばれます。表面品質の公差は製品によって異なり、またカスタム品についてはご要望に応じて、より厳しい、あるいは緩い公差で製造することもできます。光学素子が要求される仕様を満たしている場合、様々な目的で使用されます。一部の平面光学素子の生産ラインはここで終了し、パッケージ後完成品として販売されるか、当社製品のアセンブリに組み込まれます(「最終検査」タブをご参照ください)。それ以外の光学素子は当社のコーティング施設に運ばれ、薄膜コーティングが施されます(「コーティング設備」タブをご参照ください)。光学素子の中にはこの工程が始めに過ぎず、さらに研削・研磨されてレンズに加工されていくものもあります(「レンズの製造」タブをご参照ください)。
球面および非球面光学素子の製造
主な特長
Satisloh® 社製研削機および研磨機- 球面および非球面光学素子の製造
- Ø10 mm~Ø140 mmのサイズのレンズを製造可能
- 磁性流体内に懸濁するポリシングコンパウンドを使用
- イレギュラリティ<λ/40
- 回折限界性能の非球面レンズを製造
- 軸外放物面ミラー基板を製造
- サイズ:12.7 mm(1/2インチ)~76.2 mm(3インチ)
- 加工中の計測試験や光学性能の検証用に研磨機と通信
- 表面の平坦度、曲率半径、レンズパワー
Click to Enlarge
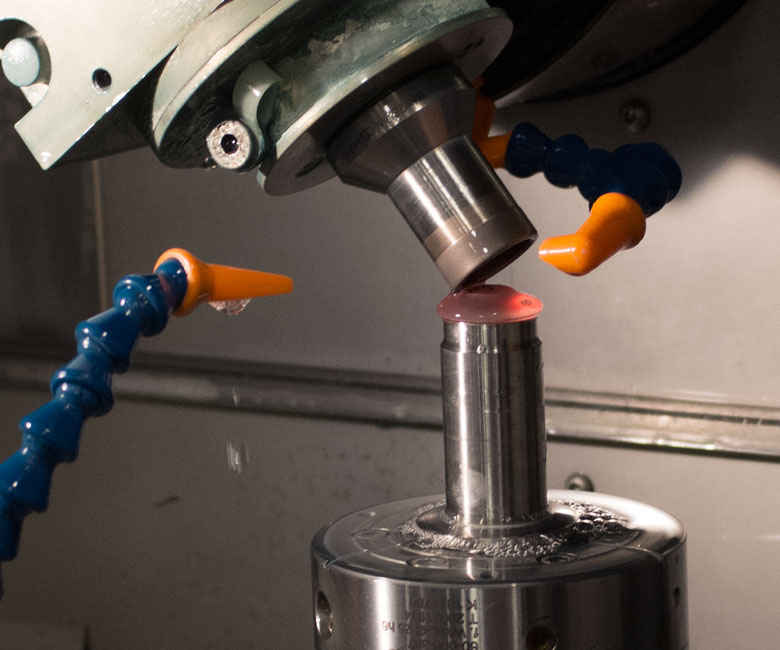
Satisloh社製研削機で粗成形されている非球面レンズ
球面ならびに非球面レンズ
球面ならびに非球面光学素子は、当社施設内で製造する平行平面型の円形ブランクを研磨することで製造します(前述の「平面光学素子の加工」タブ参照)。Satisloh社製CNC旋盤は円形ガラスを研削、研磨し、直径10 mm(0.39インチ)~140 mm(5.5インチ)のレンズを成形します。この機械には当社のZygo計測ステーションに統合するソフトウェアが搭載されており、レンズの流線、確度を加工中に調整することができます。光学技術者は、基準を満たす部品が製造されるよう機械を保守し、製造工程も厳密に監視しています。
正確な曲率に加工した後は、芯出しが必要です。当社が使用するSatisloh社の芯出し機は、5 arcsecond以下の偏心を得られるため、当社の多くの光学素子の仕様である<3 arcminuteには十分に対応しています。こちらの芯出し機は、主に光学素子の端を削ることで、光学素子の直径と偏心を仕様に合わせるために使用されます。また、特注形状の光学素子を製造することも可能です。
Click to Enlarge
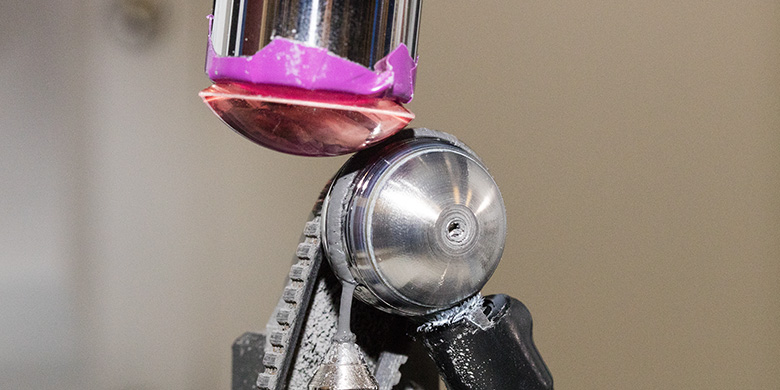
MRF研磨機のダイヤモンドが埋め込まれた磁性流体で加工されている非球面レンズ
回折限界性能の非球面レンズ
回折限界性能の非球面レンズの製造には、QED Technologies社のMRF(磁気粘弾性流体研磨)研磨機を使用しております。Satisloh社製機械で使用されているソリッドビット/ディスクとは異なり、こちらの機械はポリシングコンパウンドを注入した磁性流体をレンズに流し、Satisloh社製機械で行なった研磨の最終精製を行います。この動的プロセスで、レンズの表面精度は研磨する材質により55 nm以内に仕上げることができます。製造時の粗さをここまで取り除くことで波面誤差も非常に低くなります。ほかの研磨機と同様、こちらのMRF研磨機も当社の計測機械と通信し、高速で確度の高い調整を行います。
Click to Enlarge
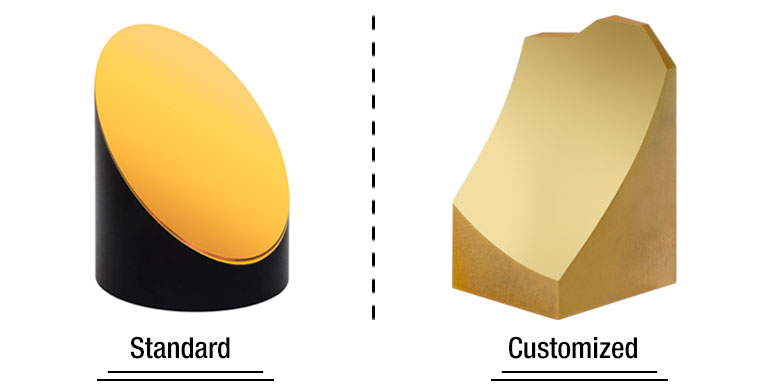
またご用途に応じた独自のフォームファクタを構築することも可能です。
金属基板
当社のダイヤモンドポイント旋盤は、軸外放物面ミラー、円錐ミラー、中赤外から深赤外レンズなど、Satisloh社製機械が容易に対応できない材質を切削し、曲率のある光学素子に仕上げることができます。ミラー用ブランクは当社のメカニクス製造部門で加工されています。大まかに成形されたレンズ基板またはミラーブランクは最高10,000 rpmで回転する円形の装置に取り付けられます。機械が回転するとダイヤモンド切削機がブランクに押し付けられて材料を削り取り、ご希望の形状と表面品質を作り上げます。ほかの加工機と組み合わせ、右の図のような特殊な形状を製造することも可能です。
光学コーティング
主な特長
熟練の技術者、エンジニア- OptiLayerやTFCalcなどの設計ソフトウェアパッケージを使用
- Tecport社製イオンアシスト成膜(IAD)機能付きチャンバ
- Veeco® ならびにTechne社製ビームスパッタ機能付きチャンバ
- 金属専用で使用する特殊チャンバ
- ご提供可能なコーティングについては「光学コーティング」のチュートリアルをご覧ください。
- Crest社製自動超音波洗浄機
- ISOクラス10,000および1,000のクリーンルーム
- 光学素子は個別に手作業で検査
- 分光光度計による光学特性評価で性能を確認
動画では当社の光学コーティング設備の概要がご覧いただけます。
当社の薄膜コーティング設備では、コーティング用の真空チャンバならびに分光光度計を数多く備えております。経験豊富なエンジニアと技術者のチームが、標準的な反射防止コーティングから特殊なミラーコーティングまで薄膜コーティングの設計、成膜、測定を行っております。製品仕様を満たす、あるいはお客様と事前に取り決めた公差でのコーティングをOptiLayerやTFCalcなどのソフトウェアを使用してモデリングをすることから工程が始まります。慎重に管理された試験を実施することにより、安定かつ整合性のある製造工程が確保されます。設計と試験により再現性のある工程の実現が確認された後、生産を開始します。

Click to Enlarge
当社のクラス10,000のクリーンルームにおいて、技術者がミラーブランクを機械に取り付けています。
特に高出力レーザ用途における性能を確保する上では、コーティング無しの光学素子の洗浄度ならびに表面品質は最重視されます。コーティングされる光学素子は、製造設備よりクラス10,000のクリーンルーム環境にあるコーティング装置に運ばれます。光学素子はその後、4槽の超音波洗浄機に通されます。こちらの工程では光学素子表面から汚染物質を取り除くための洗浄剤とミクロキャビテーションを組み合わせております。その後、光学素子はすべて手作業で検査され、汚れを除去しています。検査に合格した部品はコーティングチャンバに取り付けられます。
当社のコーティング設備には数多くの真空チャンバを備えており、技術者によって厳密に監視され、保守されています。各チャンバは製造に使用するコーティングによりそれぞれ異なる成膜方法が使用されています。成膜方法には抵抗加熱蒸着、イオンアシスト電子ビーム蒸着、イオンビームスパッタリングが含まれます。成膜装置では工程のパラメータが自動的に制御、モニタ、記録されていますが、一方で技術者が手動でこれらのプログラムを微修正し、臨機応変に工程を調整しています。工程の詳細、および当社の標準的な薄膜コーティングについては「光学コーティング」のページをご覧ください。
成膜後、コーティングされた光学素子は手作業の検査を受けます。そしてサンプルはVarian社の分光光度計で光学測定されます。この段階で測定が実施されるのは、光学性能が仕様に満たしているか確認するためです。多くの光学素子は、最終検査(「最終検査」タブ参照)の前に反対側の面に反射防止コーティングを施すためにもう1度コーティングされます。
コーティング工程の詳細とご提供可能なコーティングの種類については「光学コーティング」のチュートリアルをご覧ください。また「光学基板材料」のチュートリアルもご用意しております。

Click to Enlarge
当社のコーティング設備には様々なコーティングチャンバを
備えており、当社の技術者がモニタ、保守を行います。

Click to Enlarge
当社のTecport社製電子ビーム蒸着チャンバの内部。

Click to Enlarge
技術者がTechne社製のイオンビームスパッタに被コーティング
基板を取り付けています。
最終検査と組み立て
主な特長
- 直径
- 中心の厚さ
- 表面平坦度
- 平行度
- 偏心
- 表面品質:MIL-PRF-13830B
- 波面誤差
- 透過率と反射率
- 焦点距離
- 曲率半径
- パワー
- レーザ損傷閾値
- 温度サイクル
- 湿度サイクル
- 薄膜コーティングの密着度
- シリアル番号付加
- レーザ刻印
- カスタム筐体
- 顕微鏡検査
- カスタム筐体
- 帯域外性能
- 特殊包装
- 準拠性テスト報告書
動画では当社の光学素子品質管理の取り組みの概要がご覧いただけます。

品質管理は当社の光学素子製造における工程の一部です。工程の各段階において点検項目が設定されており、品質管理を担当する技術者が光学素子の表面品質ならびに工程段階を経て向上した性能を細心の注意を払って検査します。 当社がお届けする製品すべてが仕様を満たしていることを保証するため、光学素子は個別に最終検査を受けます。
光学素子の最終検査では、一般的に光学素子の物理的特性、光学性能、環境耐性度の測定が含まれます。特殊な測定、標準的な測定値の記録などのサービスをご希望されていた場合は、この段階で実施されます。
物理パラメータ測定には直径、中心の厚み、表面平坦度、平行度、そして表面品質が含まれます。表面品質はMIL-PRF-13830Bの規格に基づき測定されます。米国のMIL規格においては、40 Wのライトバルブを使用し、黒色の背景で目視検査をすることが要求されています。当社では、この検査基準以上に高出力なファイバ出力光を使用する場合もあります(右の写真参照)。
光学性能は波面誤差、焦点距離、コーティングの性能が評価されます。波面誤差はサブオングストロームの分解能で測定可能です。透過率ならびに反射率のデータは200 nm~55.5 µmの範囲で取得できます。
環境試験では光学素子のレーザ損傷閾値、熱サイクル、湿度サイクル、コーティングの耐性・密着度を測定することができます。
光学素子が検査項目にすべて合格すると、梱包して製品として販売されるか、アセンブリに組み込まれます。当社の梱包は、輸送時などで梱包された光学素子が損傷することのないよう落下試験を実施しております。当社のアセンブリは、実験セットアップに簡単に組む込めるシンプルなマウント付きのものから、複数の素子を使用した複合レンズ、コリメータ、顕微鏡対物レンズなどのように複雑なものまであります。当社の垂直統合型の構造により、自社施設において光学素子用カスタムマウントや、組み込み用途(OEM用途)向けに構築されたアセンブリをご提供することが可能です。
| Posted Comments: | |
Willmert Pereyra
(posted 2023-01-13 15:41:27.72) Hello. Please give me more information about how to place a custom lenses order. cdolbashian
(posted 2023-01-23 12:17:02.0) Thank you for reaching out to us Willmert! You can contact our OEM team at Techsales@thorlabs.com or our tech support team at Techsupport@thorlabs.com. Genu-Ho Kim
(posted 2022-04-19 09:43:26.08) Hello, this is Geun-Ho Kim from the Meraker Technology Research Center, Korea.
I have previously purchased optics from THORLABS.
I would like to inquire if it is possible to make sample lenses for prototyping.
We have a drawing of a lens designed through Zemax and tolerance analysis has been completed.
The number of lenses is
1 aspherical lens
2 spherical bonded lenses
5 spherical lenses
4 cylindarical lenses
If you need additional information, please contact us.
thank you.
-Geun-Ho Kim- jgreschler
(posted 2022-04-22 09:10:21.0) Thank you for reaching out to Thorlabs. Custom configurations of lens coatings, substrate, and design can be requested by emailing techsupport@thorlabs.com or calling tech support at (973) 300 3000. I have contacted you directly to discuss this application further. user
(posted 2021-11-25 16:55:05.587) Are You able to make convex surface 90deg OAP mirror (collimated laser beam is diverged), with UV-Al, Ag, MIR-Au coating? YLohia
(posted 2021-12-02 03:17:24.0) Custom items can be requested by clicking the "Request Quote" button above or by contacting your local Thorlabs group (in your case, techsupport.se@thorlabs.com). We will discuss the possibility of offering this directly. Mario Gai
(posted 2021-06-16 10:53:36.13) I would like to get your feedback on feasibility of a custom
component and, possibly, a rough order of magnitude of its cost.
The application is a lab test for demonstration of visible light
coherence, interference and diffraction, so the expected number
of pieces required ranges from just one, the prototype, to a small
batch of e.g. 3 pieces.
The desired effect is a half wave retardation on about 50% of the
clear aperture of a collimated beam, to demonstrate a significant
(modelled) change in the PSF shape.
I may send you a concept drawing, in which the central area of a
flat mirror is axially displaced by order of 100 nm, in order
to introduce the desired offset between the different regions
of the reflected wavefront.
The geometric displacement can be achieved e.g. by mechanical or
chemical etching of the iner or outer mirror region.
The alternative of optical path modulation achieved by different
coating of the two areas can be considered, if more convenient or
more compatible with available technologies (lithography?).
Other implementation suggestions are of course welcome.
Nominal parameters (negotiable):
Wavelength: 550 nm
Full mirror diameter: 50 mm
Central area diameter: 30 mm
Mario Gai
Research Astronomer
Istituto Nazionale di Astrofisica
Osservatorio Astrofisico di Torino
mario.gai@inaf.it
Phone: +39 346 3037 598 YLohia
(posted 2021-06-16 04:33:51.0) Hello, custom optics can be requested by emailing your local Thorlabs Tech Support group (in your case, europe@thorlabs.com). We will reach out directly to discuss the possibility of offering this. info
(posted 2017-01-03 12:30:17.013) I have a letter and picture to send you but your contact button doesn't work. tfrisch
(posted 2017-01-03 04:37:58.0) Hello, thank you for contacting Thorlabs. I will reach out to you directly about that. |