 Products Home
Products Home参照用光共振器(リファレンスキャビティ)、レーザを用いた精密計測用

Please Wait

Feedback?
Questions?
Need a Quote?
ご質問やお見積りのご要望は
お気軽に当社までご連絡ください。
結晶ミラーによる参照用光共振器の性能向上
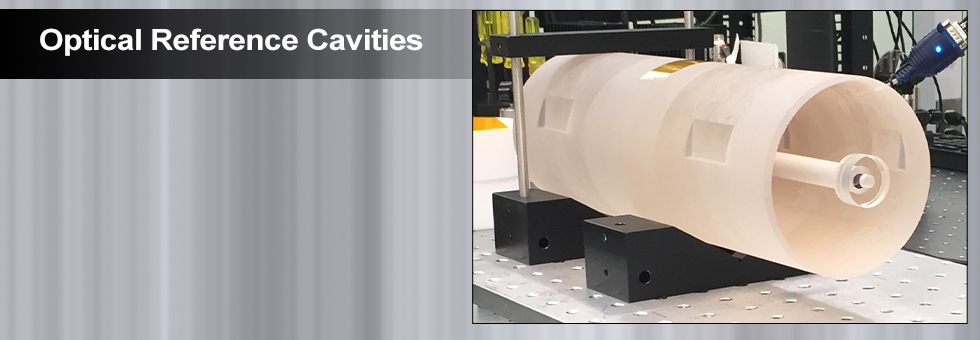
参照用光共振器(リファレンスキャビティ)は光周波数を精密に決定する手段として使用することができます。参照用光共振器は、音の基準周波数を決める楽器用の音叉と同様な使われ方をします。光の「音符」を極めて精密に決定することは、精密計測において求められる基本的な機能です。参照用光共振器を使用することで、LIGO、Virgo、KAGRAなどの施設で重力波が通過する際に発生する10-18mレベルの長さの変化を測定したり、原子時計用に1ヘルツよりも精密な光周波数を発生させたり、あるいはトレースガスを検出したりすることができます。このように、レーザを用いた精密計測やセンシングにおいて、光共振器は様々な場面で使用される不可欠なツールになっています。
最もシンプルな形の参照用光共振器は、互いに向かい合って平行に配置された、低損失で高反射率の2枚のミラーで構成されています[1]。共振器長Lがλ/2の整数倍の場合、参照用光共振器内では光電界が共振増幅されます。ここで、λは参照用光共振器に入射する光の波長です。非共振時の入射光が反射されてしまうのとは異なり、共振時には光の透過量は最大になり、共振器内の電界は最も強くなります。このような光共振器の特性はさまざまな方法で活用され、上記のような優れた計測機能が実現されています。
Thorlabs Crystalline Solutionsでは、近赤外(NIR)および中赤外(MIR)のスペクトル域用の標準およびカスタム仕様の結晶ミラーをご用意しています。これらの波長域では、結晶ミラーは参照用光共振器のエンドミラーとして極めて優れた特性を示します。これらの「半導体スーパーミラー」(図2の左側)は、光損失(散乱と吸収の両方を含む)が非常に小さいうえにブラウニアン(Brownian)ノイズも極めて小さく、光原子時計用の参照用光共振器、高フィネスの増幅共振器やリングダウン共振器、一般的なキャビティ安定化レーザや光コムシステムなどにご利用いただけます。当社のxtal stable™光学素子に用いられている高いQ値をもたらす単結晶コーティングを使用すると、スパッタリング誘電体コーティングを使用したときに比べて熱機械的なゆらぎを大きく減少させ、精密干渉計の全体的な周波数安定度を大幅に改善できます。このように、結晶ミラー技術を用いることで、低ノイズフロアを維持しながら光共振器の大きさを大幅に小さくすることができます。光学的計測における熱雑音の影響の詳細な研究については、G. Harry, T. Bodiya, and R. DeSalvoの3氏により編集された教科書「Optical Coatings and Thermal Noise in Precision Measurement」(Cambridge University Press)[4]をお勧めいたします。
当社では高性能な低雑音の参照用光共振器のエンドミラーを製造するだけでなく、特定のスペーサにミラーのペアをオプティカルコンタクトでしっかりと取り付ける、参照用光共振器の組立てサービスもご提供しています。お手持ちのスペーサや超低膨張(ULE)ガラス補償リングをご提供いただくか、あるいは必要な仕様を当社の専門スタッフにお知らせいただいてカスタム仕様のスペーサを設計・製造することができます。Thorlabs Crystalline Solutionsでは、結晶コーティングミラーと他のコンポーネントとのオプティカルコンタクトを、ISOクラス1000のクリーンルーム内で行います。接着剤無しの直接接合により、ブラウニアンノイズに寄与する要因が光共振器のミラーコーティング、ミラー基板、およびスペーサだけに限定されるため、安定度と測定感度が向上します。組立作業に続いて、出荷前には参照用共振器の光学性能の確認を行います。当社におけるキャビティリングダウンの測定スキームの詳細は、以下でご説明しています。
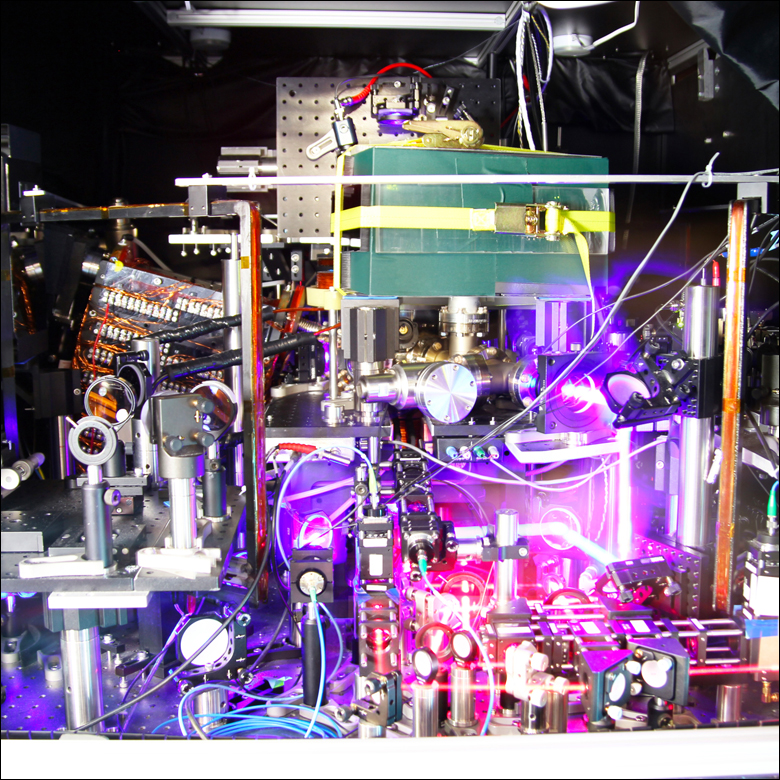

図1:(左)コロラド大学と米国国立標準技術研究所(NIST)の研究者によって開発されたストロンチウム光時計 [2]。(右)Virgo重力波観測所の航空写真[3]。

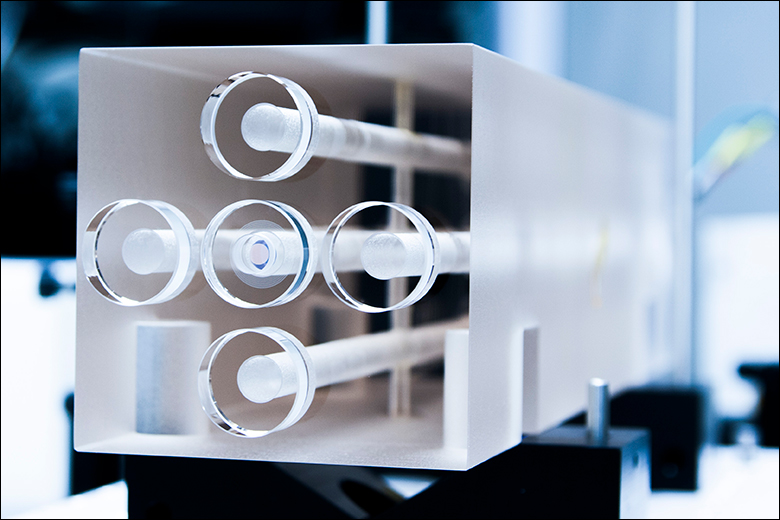
図2:(左)直径8 mmの高反射結晶コーティング面を有する直径25.4 mm(1インチ)のミラー(型番:XM12P8)。(右)組み立て済みの光共振器。結晶ミラーは中央の穴に取り付けられており、その周りの穴はブランクの基板で塞がれています(将来のための予備用)。
光損失と機械損失

Click to Enlarge
図3:光学コーティングによる光損失の仕組み
コーティングにおける光損失は、透過(T)、散乱(S)および吸収(A))から構成されています(図3参照)。散乱と吸収はまとめて過剰光損失と総称されていますが、スーパーミラーの重要なパラメータです。透過率は一般に光学干渉コーティングの層構造によって調整される設計のパラメータですが、過剰損失については、製造および材料の不完全性によって生じる最小レベルを超えて抑制するのは一般に困難です。光共振器の場合、透過損失と過剰損失の割合によって共振器の有用性が決まります。過剰損失が大きい場合、共振時と非共振時における透過光のレベルにほとんど差が無くなるため、光周波数の弁別特性が低下して信号対雑音比も小さくなります。共振器への入射光の空間モードマッチングが完全な場合、共振器を透過する光パワーの割合はPt /Pi = T2/(T+S+A)2で与えられます。ここで、Ptは透過する光パワー、Piは共振器に入射する光パワーです。
重要なことは、過剰損失がTよりも大幅に大きくなると、この光共振器の透過率はゼロに向かって急速に低下することです(図4)。共振器の透過光パワーPttの実用可能な最小の値が与えられた場合、達成可能な最小の過剰損失レベルによってTの実用上の最小値が規定され、それにより到達可能なフィネスの最大値が決定されます。従って、高品質のスーパーミラーには、設計上の透過率とコーティングの透過率の両方が小さいことに加えて、過剰損失が小さいことが求められます。
光損失の値が等しい(これによりフィネスと共振器の透過率も等しい)場合であっても、すべてのスーパーミラーが全く同じ特性を有するわけではありません。コーティング材料における原子の熱的な運動から生じる参照共振器長の雑音が問題となる用途(例えばレーザの周波数を光共振器にアクティブ制御でロックして狭線幅レーザを構築する場合や、重力波検出器のように精密に変位を検出する場合)では、材料の機械的特性も重要になります。GaAs/AlGaAsなどの単結晶半導体は疑似バルクの特性を有し、スパッタリングによって形成されるアモルファスの誘電体コーティングよりも機械的雑音が小さくなります(図5参照)。これらの材料の弾性損失は複素ヤング率E(f ) = E0[1+i Φ(f )]における機械損失角Φによって表されますが、その数値を小さくできたのは分子線エピタキシー法でほぼ完璧な結晶格子を作ることができた結果です。イオンビームスパッタリング蒸着のようなプロセスによってコーティングされたミラーと比較すると、結晶コーティングのΦは10倍以上小さくなります。その効果は、適切に設計された参照共振器における周波数依存性ノイズのパワースペクトル密度 (NPSD)に対して√Φの形で効いてきます[5]。
Click to Enlarge
図5:結晶ミラーコーティングでは、アモルファスコーティングと比べて機械的雑音が小さいことが示されています[5]。
Click to Enlarge
図4:同等の入力および出力ミラーを用いた共振器に、完全に空間モードマッチングしたときの共振時の透過率。非常に小さなレベルの過剰損失でも透過率は1から下がってしまいます。
光損失の特性評価のためのキャビティリングダウン
Click to Enlarge
図7:2枚の同等なミラーで構成される光共振器における、全損失に対するフィネス。フィネスは数ppmレベルの損失で急速に低下することを示しています。
Click to Enlarge
図6:キャビティリングダウンでは、共振器内から電磁界が漏れる速度はコーティングの全光損失に依存します。
TおよびS + Aの値は小さく(結晶コーティングの場合、通常10<T<5 ppmおよびS + A<5 ppm)、その測定には大きなダイナミックレンジを必要とするため、正確な値を決定するのは困難です。例えば、市販の分光光度計は比較的利用しやすいものですが、約99.9%までの反射率における一般的な正確さは0.3%(3000 ppm)のレベルにとどまります。同様に、99.99%までの反射率において0.01%(100 ppm)の正確さを有するレシオメトリックレーザーパワー測定法でも、これらのスーパーミラーの特性評価を行うには不十分です。技術的な課題としては、光源強度の安定性、広いレンジにわたる光入力に対するリニアリティ、および検出ノイズなどがあります。
1984年に、アンダーソン氏らは[6]、高反射率エンドミラーで構成された光共振器をベースにした反射率計を発表しました。その方法では、光速度が有限であることを利用して、光強度測定を純粋な時間遅延測定に変換しています。入射された光パルスが出射側のミラーに到達すると、透過率Tと同じ割合の光が出力され、反射率Rと同じ割合の光が反射して共振器内に戻ります(図6参照)。2回目の往復時には、1回目で少し減衰した光が、さらに透過率Tと同じ割合で出力されます。共振器内を往復するごとに共振器内部の光パワーの損失はレシオメトリックに進行し、これに伴って共振器の透過光パワーは時定数τで指数関数的に減衰します。重要なことですが、この手法では他の手法よりも光源の強度変動の影響を受けず、ディテクタのリニアリティ、検出ノイズ、ダイナミックレンジの制限などの影響も受けにくくなります。
τの測定値と既知の共振器長Lを用いて、各スーパーミラーの光損失の合計(T + S + A)は、 T + S + A = L / (cτ)で表すことができます。ここで、cは光速度です。エネルギー保存の法則から、全損失と反射率は1 - R = T + S + Aの関係があります。
一般に、共振器のフィネスF = cπτ / Lも参照共振器の光損失を求めるのに使用されます。2枚のミラーで構成されたシンプルな線形光共振器の場合、フィネスはF = π√R / (1 - R)によって各ミラーの反射率に関係付けられます。図7では、数ppmレベルの損失の変化によって、高フィネス共振器(例えば、200 000以上)におけるフィネスは大きく変化することを示しています。このため、このような用途では損失を抑制することが非常に重要です。
さらに、損失における透過(T)、散乱(S)および吸収(A)の各成分への分解は次のように行います。
- Tは設計パラメータであり、基板とコーティングの屈折率に関する情報と、X線回折およびオプションとして走査型電子顕微鏡を使用して測定したas-grown層の厚さとを組み合わせることで、当社の結晶コーティングでは約1 ppmの正確さで決定できます。
- Aは、光熱共通光路干渉計(photothermal common-path interferometry)を用いて直接かつ独立に測定可能です。
- Sが未知の値として残りますが、これは計算によって簡単に求めることができますし、またはスキャトロメトリ法を用いて直接測定することもできます。
Click to Enlarge
図9:キャビティリングダウンのセットアップを用いて、指数関数的に減衰する特徴的な信号を正確に測定することができます[4]。
TCS測定プロトコルおよびコーティング損失のマッピングサービス
各スーパーミラーの全光損失は、独自のキャビティリングダウンシステム[7]を使用して測定しています。そのセットアップを図8に示します。半導体レーザは、2枚の結晶スーパーミラーで構成された線形共振器に光アイソレータを使用せずに直接結合しています。この配置ではレーザをアクティブに安定化する必要が無いため、システムは大幅に簡素化されています。共振器の入力カプラからの再帰反射により外部共振器型の半導体レーザが形成され、レーザの線幅が狭くなります(図8内のグラフ参照)。線幅が狭くなると結合される光パワーが増加しますが、これはレーザの波長がコーティングの中心波長に引き込まれることによります。この時、一般にこの複合レーザと外部共振器における損失は最小になります。サンプルポイントがミラー基板の中心から半径1.5 mm以内に収まるように、アイリスを使用しています。また、基本モードのTEM00を励起するために、InGaAsカメラ(当社のミラーが赤外(IR)用であるため)を使用してミラーをアライメントしています。透過光パワーの検出には高速のInGaAsフォトダイオードを使用し、デジタル遅延発生器[8]を用いて透過光パワーが閾値を超えたときに半導体レーザの電流をゼロにし、1回の過渡的なリングダウン信号のデータ取得を開始します。
Click to Enlarge
図8:結晶スーバーミラー[4]の試験には独自のキャビティリングダウンシステム を使用しています。信号"Bare"は共振器がブロックされたときにOSAで測定された裸のレーザのスペクトルで、信号"Feed-Back"は共振器からの再帰反射にさらされたレーザのスペクトルです。
Click to Enlarge
図10:結晶ミラーの中心エリアで取得した過剰光損失のマップ例
典型的なリングダウン信号と、それにモデル式 y=ae(-t/τ)+bを最小二乗法でフィッティングして得られた値との残差を図9に示します。また、50回の連続したリングダウン信号の平均値とフィッティングとの残差も示していますが、当社における最高レベルのSN比の信号を用いても非指数関数的な動作の兆候は見られません。
スーパーミラーを4自由度(2種類の角度調整および2方向への移動)の電動式マウントに取り付けることで、各コーティング(曲面ミラーを含む)による光損失を空間的にマッピングできます。図10は、このようにしてマッピングされたコーティングの一例です。これは欠陥が集積していたため廃棄された例です。微分干渉コントラスト顕微鏡法と比較することにより、光損失が大きい領域と目に見えるコーティングの欠陥とを十分に関連付けることができました。(測定方法とマッピングシステムの詳細については参考文献[7]をご参照ください。)
当初、この走査型のキャビティリングダウン装置は内部プロセス開発用に開発されましたが、現在ではこれを用いて1064 nm、1156 nm、1397 nm、1550 nm、1572 nm用ミラーに対するコーティング損失マッピングのサービスを行っています。
ケーススタディ:持ち運び可能な、50 mmキューブ型小型参照用光共振器
研究室外での移動実験や宇宙衛星への搭載を想定した参照用光共振器は、ペイロードの制限に対応するために小型である必要があります。しかし、参照共振器長が短い場合には2つの欠点があります。1つ目は、与えられたミラーの反射率において共振器の線幅が増加するため、光周波数の弁別感度が低下することです。2つ目は、共振器長を短くするとノイズバジェットにおけるコーティングの熱雑音の寄与が大きくなることです。
このような小型の参照用共振器の光周波数に対する感度を向上させるために、当社ではTが約4 ppmのターゲット付きミラーを製造しています。これらのミラーのマッピングを行って、3 ppm未満の過剰損失で十分に均一な光学性能が得られることを検証でき、室温の真空中で1397 nmにおいて400 000を超えるフィネスが得られました。この場合の共振器の推定透過率は、完全な空間モードマッチングを仮定するとPt / Pi = 33%程度になり、共振器の推定半値全幅は7.5kHzになります。
コーティングの検証に合格したミラーは、長さ5cmの超低膨張(ULE)ガラススペーサにオプティカルコンタクトで接合し、光共振器として組立てられます。組み立てられた共振器のフィネスを再測定して、共振器が仕様を満たし、組立て中に埃やその他の汚れがミラーの性能を劣化させていないことを確認します。共振器が仕様を満たしていない場合は、社内のミラー製造、共振器の組立て、およびリングダウン測定を組み合わせることで、必要に応じて迅速な修理や交換を繰り返し行うことができます。
最後にULE補償リングをミラー背面にオプティカルコンタクトで接合したら、共振器の組立ては完了です。理論的なノイズ性能の観点からは、この共振器(ULEスペーサ、溶融石英基板、結晶コーティングの影響を含む)では、ブラウニアン周波数ノイズで制限されるPSDとして3.6 × 10-3 Hz2/Hz (at 1 Hz)が得られ、これは平均時間1秒におけるアラン偏差として3.3×10-16のフリッカーフロアに対応します。この共振器における、スペーサ、基板およびコーティングによるブラウニアン熱雑音の割合は、それぞれ5.5%、64.5%、30%です。これに対し、同等の光学品質を有するIBSコーティングの共振器では、ブラウニアン周波数ノイズで制限されるPSDは2.5×10-2 Hz2/Hz (at 1 Hz)となり、これは平均時間1秒におけるアラン偏差として8.7×10-16のフリッカーフロアに対応します。アモルファスミラーを使用した場合、スペーサ、基板およびコーティングによるブラウニアン熱雑音の割合は、それぞれ0.8%、9.4%、89.8%です。以上のように、このような高性能な参照共振器では誘電体コーティングが主要なノイズ源であり、当社の半導体スーパーミラーではその性能を制限する要因となっている熱雑音を大幅に低減することができます。
まとめ
スーパーミラーは現代の光計測において不可欠であり、cm~kmの長さの高性能な光共振器に多数使用されるようになってきました。コーティング技術の進歩により、光学性能の限界はT + S + A<5 ppmのレベルにまで到達し、500 000を超えるフィネスも実現可能です。同時に、超高純度で機械損失の少ない単結晶半導体ベースの干渉コーティングを使用することで、弾性損失を大幅に削減できます。結晶コーティングを使用することで、優れた光学特性と機械的特性とを兼ね備えたミラーを製造できるようになり、光共振器長の安定性についての基本的な限界を超えて大きく進展させることができました。
当社における半導体スーパーミラー技術の開発では、反射率のより高い結晶ミラーの製造に力を入れてきました。その成果はエピタキシャル成長と基板転写コーティングの工程を継続的に改善することで得られ、過剰光損失を最小限に抑えることができました。これらの取り組みを進めるうえで、新しい空間走査型リングダウンシステムを開発してその性能を実証できたことが重要な発展につながり、この新しいクラスの低光損失素子の光学特性を検証するという課題を克服しました。当社内において極めて優れた特性評価を行うことが可能であり、お客様の厳しい要件を満たすミラーを、自信をもってご提供することができます。最終的に、これらのミラーが共振器として組立てられて専用の計測システムに組み込まれたとき、時刻維持や空間測定の最先端技術を推し進め、量子光学、量子多体システム、トレースガスの超高感度検出、そして究極的には次世代の重力波検出器のための低損失で低雑音の試験質量用反射鏡の開発を通じて宇宙論や天体物理学などの分野にも大きな影響を与えるものと考えられます。
参考文献
- A. E. Siegman. (1986). Lasers. University Science Books
- Photo Credit: Ye Group and Baxley/JILA
- Photo Credit: The Virgo Collaboration
- Harry, G., Bodiya, T., & DeSalvo, R. (Eds.). (2012). Optical Coatings and Thermal Noise in Precision Measurement. Cambridge: Cambridge University Press
- Cole GD, Zhang W, Martin MJ, Ye J, and Aspelmeyer M. "Tenfold reduction of Brownian noise in high-reflectivity optical coatings." Nature Photonics. 2013 August; 7: 644-650.
- Anderson DZ, Frisch JC, and Masser CS. "Mirror reflectometer based on optical cavity decay time." Applied Optics. April 15, 1984; 23: 1238-1245.
- Truong GW, Winkler G, Zederbauer T, Bachmann D, Heu P, Follman D, White ME, Heckl OH, and Cole GD. "Near-infrared scanning cavity ringdown for optical loss characterization of supermirrors." Optics Express. June 24, 2019; 27: 19141-19149.
- https://github.com/geedubs/teensytrigger
| Posted Comments: | |
| No Comments Posted |